
termékek kategória
- FM Transmitter
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV adó
- 0-50w 50-1kw 2kw-10kw
- FM antenna
- TV Antenna
- antenna tartozék
- Kábel Connector teljesítmény Splitter Dummy betöltése
- RF Transistor
- Tápegység
- audio berendezések
- DTV Front End berendezések
- Link System
- STL rendszer Mikrohullámú Link rendszer
- FM rádió
- Power Meter
- Más termékek
- Különleges a koronavírus számára
termékek Címkék
Fmuser Sites
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> afrikaans
- sq.fmuser.net -> albán
- ar.fmuser.net -> arab
- hy.fmuser.net -> örmény
- az.fmuser.net -> azerbajdzsán
- eu.fmuser.net -> baszk
- be.fmuser.net -> belorusz
- bg.fmuser.net -> bolgár
- ca.fmuser.net -> katalán
- zh-CN.fmuser.net -> kínai (egyszerűsített)
- zh-TW.fmuser.net -> kínai (hagyományos)
- hr.fmuser.net -> horvát
- cs.fmuser.net -> cseh
- da.fmuser.net -> dán
- nl.fmuser.net -> holland
- et.fmuser.net -> észt
- tl.fmuser.net -> filippínó
- fi.fmuser.net -> finn
- fr.fmuser.net -> francia
- gl.fmuser.net -> galíciai
- ka.fmuser.net -> grúz
- de.fmuser.net -> német
- el.fmuser.net -> Görög
- ht.fmuser.net -> haiti kreol
- iw.fmuser.net -> héber
- hi.fmuser.net -> hindi
- hu.fmuser.net -> magyar
- is.fmuser.net -> izlandi
- id.fmuser.net -> indonéz
- ga.fmuser.net -> ír
- it.fmuser.net -> olasz
- ja.fmuser.net -> japán
- ko.fmuser.net -> koreai
- lv.fmuser.net -> lett
- lt.fmuser.net -> litván
- mk.fmuser.net -> macedón
- ms.fmuser.net -> maláj
- mt.fmuser.net -> máltai
- no.fmuser.net -> norvég
- fa.fmuser.net -> perzsa
- pl.fmuser.net -> lengyel
- pt.fmuser.net -> portugál
- ro.fmuser.net -> román
- ru.fmuser.net -> orosz
- sr.fmuser.net -> szerb
- sk.fmuser.net -> szlovák
- sl.fmuser.net -> Szlovén
- es.fmuser.net -> spanyol
- sw.fmuser.net -> szuahéli
- sv.fmuser.net -> svéd
- th.fmuser.net -> Thai
- tr.fmuser.net -> török
- uk.fmuser.net -> ukrán
- ur.fmuser.net -> urdu
- vi.fmuser.net -> Vietnámi
- cy.fmuser.net -> walesi
- yi.fmuser.net -> jiddis
PCB gyártási folyamat | 16 lépés a NYÁK-kártya elkészítéséhez
"A NYÁK-gyártás nagyon fontos a NYÁK-iparban, szorosan kapcsolódik a NYÁK-tervezéshez, de valóban ismeri az összes NYÁK-gyártási lépést a NYÁK-gyártásban? Ebben a megosztásban 16 lépést mutatunk be a NYÁK gyártási folyamatában. Beleértve, hogy mik azok és hogyan működnek a NYÁK gyártási folyamatában ----- FMUSER "
A megosztás törődés!
STEP 1: NYÁK tervezés - tervezés és kimenet
STEP 2: NYÁK fájltervezés - A NYÁK tervezésének filmgenerálása
STEP 3: Belső rétegek Képátvitel - Belső Rétegek NYOMTATÁSA
STEP 4: Rézmaratás - A nem kívánt réz eltávolítása
STEP 5: Réteg igazítás - a rétegek együttes laminálása
STEP 6: Lyukak fúrása - az alkatrészek rögzítéséhez
STEP 7: Automatizált optikai ellenőrzés (csak többrétegű NYÁK)
STEP 8: OXID (csak többrétegű NYÁK)
STEP 9: Külső réteg maratás és végső csíkozás
STEP 10: Forrasztó maszk, szitanyomás és felületkezelések
STEP 12: Elektromos teszt - Repülő szonda tesztelése
STEP 13: Gyártás - profilozás és V-pontozás
STEP 14: Mikroszekció - az extra lépés
STEP 15: Végső ellenőrzés - NYÁK-minőségellenőrzés
STEP 16: Csomagolás - azt szolgálja, amire szüksége van
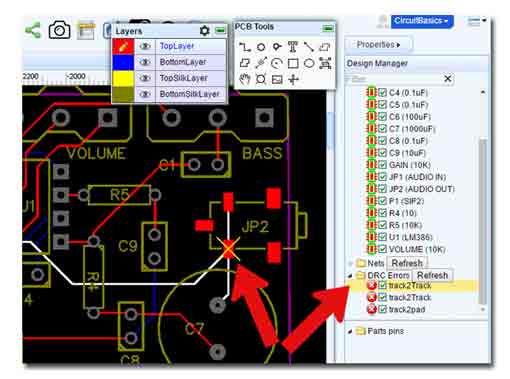
Nyomtatott áramköri terv
Az áramköri lapok tervezése a maratási folyamat kezdeti szakasza, míg a CAM mérnöki szakasz az új lépés a nyomtatott áramköri lapok gyártásának első lépése,A tervező elemzi a követelményt, és kiválasztja a megfelelő alkatrészeket, például processzort, tápegységet stb. Hozzon létre egy tervet, amely megfelel az összes követelménynek.

De mindig ne feledje, hogy az áramköri kártyáknak szigorúan kompatibiliseknek kell lenniük a tervező által a NYÁK-tervező szoftverrel létrehozott NYÁK-elrendezéssel. Ha Ön tervező, akkor tájékoztatnia kell szerződéses gyártóját az áramkör tervezéséhez használt NYÁK-tervező szoftver verzióról, mivel ez segít elkerülni a NYÁK-gyártás előtti eltérések okozta problémákat.
Miután elkészült a terv, nyomtassa az átviteli papírra. Győződjön meg arról, hogy a kialakítás illeszkedik a papír fényes oldalába.
Számos PCB-terminológia létezik a NYÁK-gyártásban, a NYÁK-tervezésben stb. Jobban megismerheti a nyomtatott áramköri lapokat, miután elolvasta néhány NYÁK-terminológiát az alábbi oldalon!
Lásd még: PCB terminológiai szójegyzék (kezdőknek-barát) | NYÁK tervezés
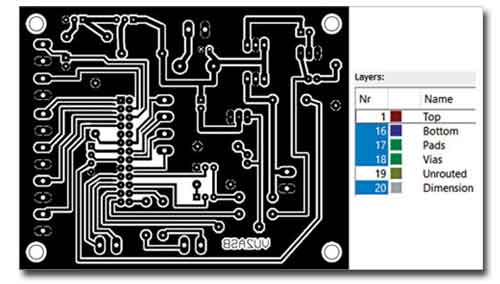
Az adatok általában a kiterjesztett Gerber néven ismert fájlformátumban érkeznek (a Gerbert RX274x-nek is hívják), amely a leggyakrabban használt program, bár más formátumok és adatbázisok is használhatók.
Miután a nyomtatott áramköri lap elrendezése bekerült a Gerber Extended szoftverbe, a tervezés minden különféle aspektusát áttekintik, hogy ne legyenek hibák.
Alapos vizsgálat után az elkészült NYÁK-tervet egy NYÁK-gyártó házba viszik gyártás céljából. Érkezéskor a gyártót egy második ellenőrzésnek vetik alá a gyártók, amelyet Design for Manufacture (DFM) néven ismernek, amely biztosítja:
● A nyomtatott áramköri panel gyártása előállítható
● A NYÁK kialakítás megfelel a gyártási folyamat minimális tűréseire vonatkozó követelményeknek
▲ HÁT ▲
Is Read: Mi a nyomtatott áramköri kártya (PCB) | Minden, amit tudnod kell
STEP 2: A NYÁK fájltervezése - A PCB tervezés filmgenerálása
Miután eldöntötte a NYÁK-tervezést, a következő lépés annak kinyomtatása. Ez általában hőmérséklet és páratartalom szabályozott sötét helyiségben történik. A NYÁK fotófilm különböző rétegeit úgy állítjuk be, hogy minden egyes filmlapon pontos regisztrációs lyukakat lyukasztunk ki. A filmet azért hozták létre, hogy segítsen a rézút alakjának megalkotásában.
Tipp: NYÁK-tervezőként, miután kinyomtatta a NYÁK sematikus fájljait, ne felejtse el emlékeztetni a gyártókat, hogy végezzenek DFM-ellenőrzést
A nyomtatott áramköri lapok nyomtatásánál egy speciális lézerfotográfusnak nevezett nyomtatót szoktak használni, bár lézernyomtatóról van szó, ez nem egy szabványos lézernyomtató.
De ez a forgatási folyamat már nem megfelelő a miniatürizáláshoz és a technológiai fejlődéshez. Bizonyos szempontból elavult.
A lézer fotoplotter felveszi a tábla adatait és pixel képpé alakítja, majd egy lézer ezt felírja a filmre, és az exponált filmet automatikusan fejlesztik és kirakják az operátor számára.
A végtermék egy műanyag lapot eredményez, amin fekete tintával a NYÁK fotó negatívja található. A NYÁK belső rétegei esetében a fekete tinta a PCB vezető rézrészeit képviseli. A kép fennmaradó tiszta része a nem vezető anyag területeit jelöli. A külső rétegek az ellentétes mintát követik: tiszta a réz esetében, de a fekete azt a területet jelenti, amelyet bevésnek. A plotter automatikusan kifejleszti a filmet, és a filmet biztonságosan tárolják, hogy megakadályozzák a nem kívánt érintkezést.
A PCB és a forrasztómaszk minden rétege megkapja a saját tiszta és fekete filmlapját. Összességében egy kétrétegű NYÁK-nak négy lapra van szüksége: kettő a rétegekhez és kettő a forrasztómaszkhoz. Lényeges, hogy az összes filmnek tökéletesen meg kell felelnie egymásnak. Ha harmonikusan használják, feltérképezik a NYÁK igazodását.
Az összes film tökéletes összehangolása érdekében a regisztrációs lyukakat át kell ütni az összes filmen. A lyuk pontossága az asztal beállításával történik, amelyen a film ül. Amikor az asztal apró kalibrációi optimális egyezéshez vezetnek, a lyuk lyukasztásra kerül. A lyukak a képalkotási folyamat következő lépésében beleférnek a regisztrációs csapokba.
Lásd még: Hole vs Surface Mount | Mi a különbség?
▲ HÁT ▲
Ez a lépés csak kettőnél több rétegű táblákra vonatkozik. Egyszerű kétrétegű táblák ugranak előre a fúráshoz. A többrétegű táblák több lépést igényelnek.
Az első lépés a réz tisztítása.
A NYÁK-konstrukcióban a tisztaság számít. A rézoldalas laminátumot megtisztítják és fertőtlenített környezetbe juttatják. Mindig ügyeljen arra, hogy ne kerüljön por arra a felületre, ahol rövidzárlatot vagy szakadást okozhat a kész NYÁK-on.
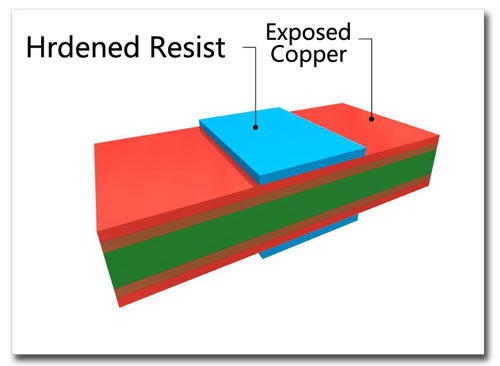
A tiszta panel egy fényérzékeny filmréteget kap, amelyet fotorezisztnak hívnak. A nyomtató erőteljes UV lámpákat használ, amelyek a fotorezisztát az átlátszó film révén megkeményítik a rézminta meghatározásához.
Ez biztosítja a fotófilmek és a fotorezisztor közötti pontos egyezést.
A kezelő beteszi az első filmet a csapokra, majd a bevont panelt, majd a második fóliát. A nyomtató ágyának regisztrációs csapjai vannak, amelyek illeszkednek a fotóeszközök és a panel lyukaihoz, biztosítva a felső és az alsó réteg pontos összehangolását.
A film és a tábla felsorakozik, és UV sugárzást kap. A fény áthalad a film tiszta részein, megkeményítve a fotoreziszt az alatta lévő rézen. A plotter fekete tintája megakadályozza, hogy a fény eljusson a megkeményedésre szánt területekre, és eltávolításra kerülnek.
A fekete területek alatt az ellenállás továbbra sem marad meg. A tisztatér sárga megvilágítást használ, mivel a fotoreziszt érzékeny az UV fényre.

A termék úgy jelenik meg, hogy az ellenállás megfelelően lefedi a réz felületeket, amelyek a végleges formában maradnak. Egy technikus megvizsgálja a táblákat, hogy megbizonyosodjon arról, hogy ebben a szakaszban nem fordulnak elő hibák. Az ezen a ponton jelenlévő összes ellenállás azt a rézt jelöli, amely a kész NYÁK-ban megjelenik.
Lásd még: NYÁK tervezés | NYÁK-gyártási folyamat folyamatábrája, PPT és PDF
▲ HÁT ▲
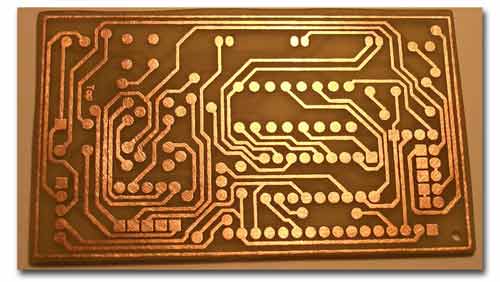
4. LÉPÉS: Rézmaratás - A nem kívánt réz eltávolítása
A NYÁK gyártása során a maratás a nem kívánt réz (Cu) eltávolítása az áramköri lapról. A nem kívánt réz nem más, mint a nem áramkörű réz, amelyet eltávolítanak a tábláról. Ennek eredményeként elérjük a kívánt áramköri mintát. Ennek során az alaprézet vagy a kezdőrézet eltávolítják a deszkáról.
A megkeményedett fotoreziszt eltávolításra kerül, és az edzett ellenállás megvédi a kívánt rézt, a tábla a nem kívánt rézeltávolításhoz vezet. A felesleges réz lemosására savas maratószert alkalmazunk. Eközben a réz, amelyet meg akarunk őrizni, teljesen lefedve marad a fotóellenállás rétege alatt.
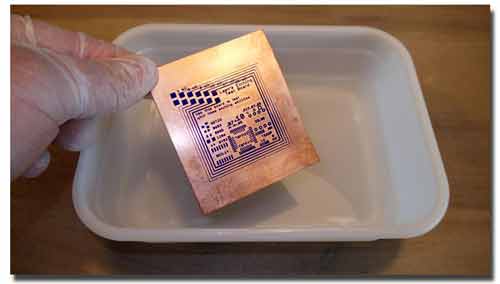
A PCB-gyártók általában nedves maratási eljárást alkalmaznak. Nedves maratás esetén a nem kívánt anyag feloldódik, amikor kémiai oldatba meríti.
A nedves maratásnak két módszere van:
● Lúgos maratás (ammóniás)
A savas eljárást a belső rétegek maratására használják egy NYÁK-ban. Ez a módszer olyan kémiai oldószereket tartalmaz, mint a Vas-klorid (FeCl3) OR Réz-klorid (CuCl2).
A lúgos módszert a külső rétegek PCB-n történő maratására használják. Itt a felhasznált vegyszerek vannak klorid-réz (CuCl2 Castle, 2H2O) + hidroklorid (HCl) + hidrogén-peroxid (H2O2) + víz (H2O) összetétel. Az alkáli módszer gyors és kissé költséges eljárás.
A folyamatot gondosan ellenőrzik annak biztosítása érdekében, hogy a kész vezető szélessége pontosan megegyezzen a tervezettel. De a tervezőknek tisztában kell lenniük azzal, hogy a vastagabb rézfóliáknak szélesebb terekre van szükségük a vágányok között. A kezelő gondosan ellenőrzi, hogy a nem kívánt réz be van-e marva
A nem kívánt réz eltávolítása után a deszkát lecsupaszítjuk, ahol az ón vagy ón / sovány vagy a fotoreziszt eltávolításra kerül a deszkáról.
Most a nem kívánt rézt kémiai oldat segítségével eltávolítják. Ez a megoldás eltávolítja az extra rézt anélkül, hogy károsítaná a megkeményedett fotorezisztet.
Lásd még: Hogyan lehet újrahasznosítani a hulladék nyomtatott áramkört? | Dolgok, amiket tudnod kell
▲ HÁT ▲
STEP 5: Réteg igazítás - A rétegek együttes laminálása
A tábla felső és alsó oldalának külső felületeinek fedésére vékony rézfóliarétegekkel együtt rétegpárokat raknak egymásra, hogy egy NYÁK „szendvicset” hozzanak létre. A rétegek megkötésének megkönnyítése érdekében mindegyik rétegpár közé egy „prepreg” lap kerül. A Prepreg epoxigyantával átitatott üvegszálas anyag, amely a laminálási folyamat hője és nyomása alatt megolvad. Ahogy a prepreg lehűl, összekapcsolja a rétegpárokat.
Többrétegű NYÁK előállításához az epoxi-infúziós üvegszálas lemezeket, úgynevezett prepreg és vezető mag anyagokat váltakozva, magas hőmérsékleten és nyomáson hidraulikus prés segítségével laminálják össze. A nyomás és a hő hatására a prepreg megolvad, és összekapcsolja a rétegeket. Lehűlés után a kapott anyag ugyanazokat a gyártási folyamatokat követi, mint egy kétoldalas NYÁK. Itt található további részletek a laminálási folyamatról, amelynek példája egy 4 rétegű NYÁK:

A tábla összetétele ebben a szakaszban nagy figyelmet kell fordítani a részletekre, hogy fenntartsuk az áramkörök megfelelő beállítását a különböző rétegeken. Miután a verem elkészült, a rétegelt rétegeket laminálják, és a laminálási folyamat hője és nyomása összeolvasztja a rétegeket egy áramköri lapká.
▲ HÁT ▲
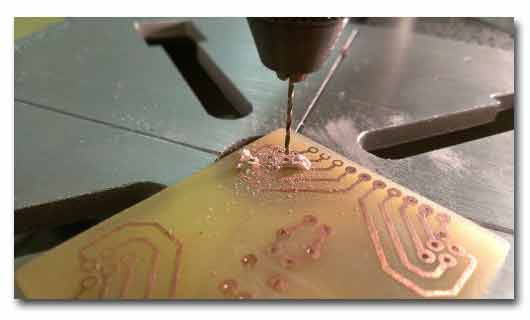
STEP 6: Lyukak fúrása - az alkatrészek rögzítéséhez
Lyukak, rögzítőelemek és egyéb furatok a NYÁK-on keresztül fúrják (általában a fúrás mélységétől függően panelkötegekben). A pontosság és a tiszta lyukfalak elengedhetetlenek, és ezt a kifinomult optika biztosítja.
A fúrócélok helyének megtalálásához egy röntgen-lokátor azonosítja a megfelelő fúrócélpontokat. Ezután megfelelő regisztrációs lyukak vannak unatkozva a verem rögzítéséhez a specifikusabb furatok sorozatához.
A fúrás előtt a szakember egy fúróanyag-táblát helyez a fúrócső alá, hogy a furat tiszta legyen. A kimeneti anyag megakadályozza a fúró kijáratainak szükségtelen szakadását.
A számítógép vezérli a fúró minden egyes mikro-mozgását - teljesen természetes, hogy a gépek viselkedését meghatározó termék a számítógépekre támaszkodik. A számítógéppel vezérelt gép az eredeti kialakítású fúrófájlt használja a megfelelő furatok azonosítására.
A lyukak fúrása után kémiai és mechanikai eljárásokkal megtisztítják őket a fúrás okozta gyantakenet és törmelék eltávolítására. A tábla teljes szabad felületét, beleértve a lyukak belsejét is, kémiailag vékony rézréteggel vonják be. Ez létrehoz egy fémes alapot további réz galvanizálásához a furatokba és a felületre a következő lépésben.
Miután a fúrás befejeződött, a további réz, amely a gyártópanel széleit szegélyezi, profilkészítő eszközzel eltávolításra kerül.
▲ HÁT ▲
7. LÉPÉS: Automatizált optikai ellenőrzés (csak többrétegű NYÁK)
A laminálás után lehetetlen a belső rétegekben lévő hibákat rendezni. Ezért a panelt automatikus optikai ellenőrzésnek vetik alá a ragasztás és a laminálás előtt. A gép lézer szenzor segítségével beolvassa a rétegeket, és összehasonlítja az eredeti Gerber fájllal, hogy felsorolja az esetleges eltéréseket.
Miután minden réteg tiszta és kész, meg kell vizsgálni, hogy illeszkednek-e. A belső és a külső réteget a korábban fúrt lyukak segítségével sorakoztatják fel. Optikai lyukasztógép csapot fúr a furatokra, hogy a rétegek egy vonalban maradjanak. Ezt követően az ellenőrzési folyamat meggyőződik arról, hogy nincsenek-e hiányosságok.
A réteges képfolyamat során előforduló leggyakoribb események, amelyek rövid vagy nyitott kapcsolódó problémát eredményeznek:
● A kép nem megfelelő módon van kitéve, ami a funkciók méretének növekedését vagy csökkenését okozza.
● A gyenge száraz film ellenáll a tapadásnak, amely kilyukadásokat, vágásokat vagy lyukakat okozhat a maratott mintában.
● A réz alul maratott, nem kívánt rézt hagyva, vagy a jellemzők vagy a rövidnadrág növekedését okozza.
● A réz túl maratott, a szükséges rézelemek eltávolítása, csökkentett jellemzők vagy vágások létrehozása
Végül az AOI fontos része a gyártási folyamatnak, amely segít biztosítani a NYÁK pontosságát, minőségét és időben történő szállítását.
▲ HÁT ▲
Oxid (a folyamattól függően fekete-oxidnak vagy barna-oxidnak hívják)A vegyi kezelés többrétegű PCB-k belső rétegeinek laminálás előtti kémiai kezelése a plattírozott réz érdességének növelésére a laminátum kötési szilárdságának javítása érdekében. Ez az eljárás segít megelőzni a rétegtelenítést, vagy az alapanyag bármely rétegének, vagy a laminátum és a vezető fólia közötti elválasztást, miután a gyártási folyamat befejeződött.
STEP 9: Külső réteg maratás és végső csíkozás
Fotoreziszt sztrippelés
Miután a panelt bevonták, a fotóellenállás nemkívánatos lesz, és le kell szedni a panelről. Ezt a horizontális folyamat tiszta lúgos oldatot tartalmaz, amely hatékonyan eltávolítja a fotorezisztenciát, és a panel alaprézét eltávolításra kitettvé teszi a következő maratási eljárás során.
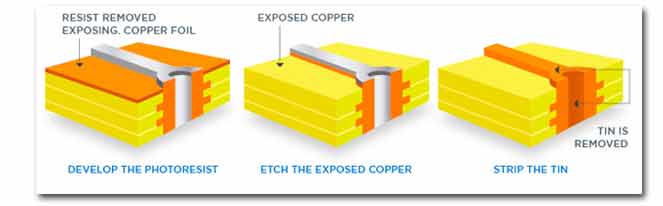
Az ón ebben a szakaszban őrzi az ideális rézt. A nem kívánatos kitett réz és az ellenállóréteg többi része alatt levő réz eltávolításra kerül. Ebben a maratásban ammóniás maratással maratjuk le a nemkívánatos rézet. Időközben az ón ebben a szakaszban rögzíti a szükséges rézt.
A vezető régiók és kapcsolatok ebben a szakaszban jogszerűen rendeződnek.
Óncsupaszítás
A maratás utáni folyamat során a NYÁK-on lévő rézt az etch-reziszt, azaz az ón borítja, amelyre már nincs szükség. Ezért, levetítjük, mielőtt tovább folytatnánk. Az ón eltávolításához koncentrált salétromsavat használhat. A salétromsav nagyon hatékonyan távolítja el az ónt, és nem károsítja az ónfém alatti rézáramköröket. Így most már világos, jól körülhatárolható rézvázlat van a NYÁK-on.
Miután a bevonat elkészült a panelen, a száraz film ellenáll a maradéknak, és el kell távolítani az alatta fekvő rézt. A panel most átmegy a strip-etch-strip (SES) folyamaton. A panelt megfosztják az ellenállástól, és a most kitett réz, amelyet ón nem fed le, elmarad, így csak a nyomok és a lyukak körüli betétek és egyéb rézminták maradnak meg. A száraz filmet eltávolítják az ónozott lemezekről, és a kitett rézet (amelyet ón nem védi) marják el, így a kívánt áramköri mintázat megmarad. Ezen a ponton elkészült a kártya alapvető áramköre
▲ HÁT ▲
STEP 10: Forrasztómaszk, szitanyomás és felületkezelések
A tábla védelme az összeszerelés során a forrasztómaszk anyagát UV-expozíciós eljárással alkalmazzák, hasonlóan a fotorezisztornál alkalmazotthoz. Ez a forrasztó maszk fedje le a tábla teljes felületét, kivéve a forrasztandó fém betéteket és jellemzőket. A forrasztómaszk mellett az alkatrész-referencia jelölőket és egyéb táblák jelöléseit selyemszitázzák a táblára. A forrasztó maszk és a szitanyomás tinta meggyógyul, ha az áramköri lapot kemencében sütjük.
Az áramköri lap felületi felülettel is rendelkezik a szabadon álló fémfelületein. Ez segít megvédeni a kitett fémet, és segíti a forrasztást az összeszerelés során. A felületi felület egyik példája forró levegő forrasztási szintezés (HASL). A táblát először forrasztással vonják be, hogy előkészítsék a forrasztáshoz, majd az olvadt forrasztófürdőbe mártják. Ahogy a deszkát levesszük a forrasztókádról, nagynyomású forró levegő robbanás eltávolítja a felesleges forrasztást a furatokból, és simítja a forrasztást a felületi fémre.
A Forrasztómaszk alkalmazás
Forrasztómaszkot alkalmaznak a tábla mindkét oldalán, de előtte a paneleket egy epoxi forrasztómaszk festékkel borítják. A táblák felvillanják az UV fényt, amely áthalad egy forrasztó maszkon. A letakart részek megkötetlenek maradnak, és azokat eltávolítják.
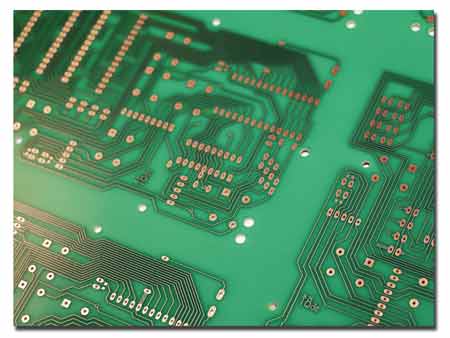
A zöldet választották a szokásos forrasztómaszk színhez, mert nem terheli a szemet. Mielőtt a gépek a gyártási és összeszerelési folyamat során ellenőrizhették volna a NYÁK-kat, mindez manuális ellenőrzés volt. A technikusok által a táblák ellenőrzésére használt felső fény nem tükröződik a zöld forrasztómaszkban, és a szemüknek a legjobb.
A Nómenklatúra (szitanyomás)
A selyemszűrés vagy profilalkotás az összes kritikus információ kinyomtatása a NYÁK-ra, például a gyártói azonosító, a cégnév alkatrészszáma, a hibakeresési pontok. Ez szervizelés és javítás közben hasznos.

Ez is a a PCB gyártásának legművészibb folyamata. A majdnem elkészült tábla nyomtatja az ember által olvasható betűket, amelyeket általában az alkatrészek, a tesztpontok, a NYÁK és a PCBA alkatrészszámainak, a figyelmeztető szimbólumok, a céglogók, a dátumkódok és a gyártói jelölések azonosítására használnak.
A PCB végül átjut az utolsó bevonási és kikeményedési szakaszra.
Arany vagy ezüst felület
A nyomtatott áramköri lapot arany vagy ezüst bevonattal látják el, hogy extra forrasztási képességet nyújtsanak a táblához, ami növeli a forrasztás kötését.
Az egyes felületkezelések felhordása a folyamat során kissé eltérhet, de magában foglalja a panel kémiai fürdőbe mártását, hogy a kitett réz a kívánt felületű legyen.
A PCB előállításához használt végső kémiai eljárás a felület kikészítése. Míg a forrasztómaszk lefedi az áramkör nagy részét, a felületi felületet úgy tervezték, hogy megakadályozza a fennmaradó réz oxidációját. Ez azért fontos, mert az oxidált réz nem forrasztható. Számos különböző felületkezelés alkalmazható az áramköri lapra. A leggyakoribb a forró levegő forrasztási szint (HASL), amelyet ólom és ólommentes formájában is kínálnak. De a NYÁK specifikációitól, alkalmazásától vagy összeszerelési folyamatától függően a megfelelő felületkezelés tartalmazhatja az elektrolit nélküli nikkelmerítő aranyat (ENIG), a lágy aranyat, a kemény aranyat, a merülő ezüstöt, a merülő ónt, a szerves forraszthatósági tartósítószert (OSP) és másokat.
Ezután a nyomtatott áramköri lapot arany, ezüst vagy ólommentes HASL vagy forró levegős forrasztó szintező felülettel vonják be. Ez azért történik, hogy az alkatrészeket a létrehozott párnákhoz forrasztani lehessen, és megvédje a rézt.
▲ HÁT ▲
STEP 12: Elektromos teszt - Repülő szonda tesztelése
Az észlelés utolsó óvintézkedéseként a tábla működését a technikus teszteli. Ezen a ponton az automatizált eljárással megerősítik a NYÁK működését és az eredeti tervnek való megfelelőségét.
Általában az elektromos tesztek fejlett verzióját hívják Repülő szonda tesztelése amely a szondák mozgatásától függ, hogy az egyes hálózatok elektromos teljesítményét csupasz áramköri lapon teszteljék, az elektromos teszt során felhasználásra kerül.
Minden rövidnadrágot vagy nyitást azonosítanak, lehetővé téve az üzemeltető számára, hogy vagy javítást végezzen, vagy hibásként dobja el a NYÁK-t. A tervezés összetettségétől és a tesztpontok számától függően az elektromos teszt néhány másodperctől több óráig is eltarthat.
Különböző tényezőktől, például a tervezés összetettségétől, a rétegszámtól és az alkatrészek kockázati tényezőjétől függően egyes ügyfelek úgy döntenek, hogy felhagynak az elektromos teszteléssel, hogy időt és költséget takarítsanak meg. Ez rendben lehet az egyszerű kétoldalas NYÁK-oknál, ahol nem sok minden tévedhet, de a bonyolultságtól függetlenül mindig ajánljuk a többrétegű kivitelek elektromos tesztelését. (Tipp: A tervfájlok és a gyártási megjegyzések mellett egy „netlist” biztosítása a gyártónak a váratlan hibák előfordulásának egyik módja.
▲ HÁT ▲
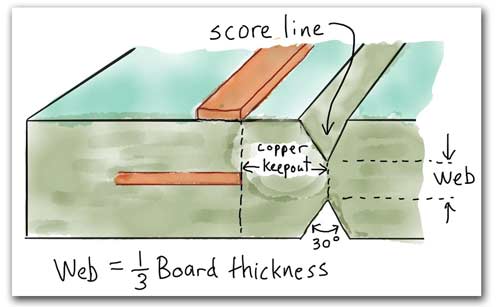
STEP 13: Gyártás - Profilozás és V-pontozás
Miután a NYÁK panel befejezte az elektromos tesztelést, az egyes táblák készen állnak a paneltől való elválasztásra. Ezt a folyamatot egy CNC gép vagy útválasztó végzi, amely az egyes táblákat a panelből a kívánt alakúra és méretre irányítja. A tipikusan használt útválasztó bitek 0.030-0.093 méretűek, és a folyamat felgyorsítása érdekében több panelt lehet kettő vagy három magasan egymásra rakni, mindegyik teljes vastagságától függően. E folyamat során a CNC-gép különféle útválasztó bitméretek felhasználásával is képes réseket, letöréseket és ferde éleket gyártani.
Az útválasztási folyamat a marási eljárás, amelyben marószerszámmal vágják le a kívánt tábla kontúr profilját. A panelek „tűzve és egymásra rakva”, Ahogyan azt korábban a„ Drill ”folyamat során tettük. A szokásos verem 1–4 panel.
A NYÁK profilozásához és kivágásához a gyártási panelből vágásra van szükségünk, vagyis különböző táblákat kell levágni az eredeti panelről. Az alkalmazott módszer vagy egy útválasztó, vagy egy v-horony használatára összpontosít. Az útválasztó apró füleket hagy a tábla élei mentén, míg a v-horony átlós csatornákat vág a tábla mindkét oldalán. Mindkét út lehetővé teszi, hogy a táblák könnyen előkerüljenek a panelről.
Az egyes kis táblák útvonala helyett a NYÁK-kat tömbökként lehet továbbítani, amelyek több táblát tartalmaznak, fülekkel vagy pontszerű vonalakkal. Ez lehetővé teszi több tábla egyszerűbb összeszerelését egyszerre, miközben lehetővé teszi az összeszerelő számára, hogy az összeszerelés befejeztével szétbontsa az egyes táblákat.
Végül ellenőrizzük a táblák tisztaságát, éles széleit, sorjait stb., És szükség szerint megtisztítjuk.
STEP 14: Mikroszekcionálás - az extra lépés
A mikroszekcionálás (más néven keresztmetszet) opcionális lépés a NYÁK-gyártási folyamatban, de értékes eszköz, amelyet a PCB belső felépítésének hitelesítésére használnak mind ellenőrzési, mind hibaelemzési célokra. Az anyag mikroszkópos vizsgálatához egy minta készítéséhez a PCB keresztmetszetét levágják, és puha akrilba helyezik, amely körülötte hokikorong alakjában megkeményedik. Ezután a metszetet csiszoljuk és mikroszkóp alatt nézzük meg. Részletes ellenőrzést lehet elvégezni számos részlet ellenőrzésével, például a lemez vastagsága, a fúró minősége és a belső összekötések minősége.

STEP 15: Végső ellenőrzés - NYÁK-minőségellenőrzés
A folyamat utolsó lépésében az ellenőröknek minden PCB-nek végső gondos ellenőrzést kell nyújtaniuk. A PCB vizuális ellenőrzése az elfogadási kritériumok alapján. A kézi vizuális ellenőrzés és az AVI használata - összehasonlítja a NYÁK-t a Gerberrel, és gyorsabb ellenőrzési sebességgel rendelkezik, mint az emberi szem, de mégis emberi ellenőrzést igényel. Minden megrendelést teljes körű ellenőrzésnek vetnek alá, ideértve a méretet, a forraszthatóságot stb annak biztosítása érdekében, hogy a termék megfeleljen az ügyfelünk szabványainak, és a csomagolás és a szállítás előtt 100% -os minőségellenőrzést hajtanak végre a fedélzeten.

● IPC-A-600 - A nyomtatott táblák elfogadhatósága, amely meghatározza az egész iparra kiterjedő minőségi szabványt a PCB-k elfogadásához.
● IPC-6012 - A merev lapok minősítése és teljesítményre vonatkozó előírása, amely meghatározza a merev táblák típusait, és leírja azokat a követelményeket, amelyeknek a gyártás során meg kell felelniük három táblának - 1., 2. és 3. osztálynak -.
Az 1. osztályú NYÁK-k élettartama korlátozott lenne, és ahol ez a követelmény egyszerűen a végfelhasználói termék funkciója (pl. Garázskapu nyitó).
A 2. osztályú NYÁK olyan folyamatos teljesítmény, hosszabb élettartam és megszakítás nélküli szolgáltatás szükséges, de nem kritikus (pl. Egy PC alaplap).
A 3. osztályba tartozó NYÁK magában foglalja a végfelhasználást, ahol a folyamatos magas teljesítmény vagy igény szerinti teljesítmény kritikus, a meghibásodás nem tolerálható, és a terméknek szükség esetén működnie kell (pl. Repülésirányító vagy védelmi rendszerek).
▲ HÁT ▲
16. LÉPÉS: Csomagolás - azt szolgálja, amire szüksége van
A táblákat olyan csomagolással kell becsomagolni, amely megfelel a standard csomagolási követelményeknek, majd dobozba csomagolják, mielőtt a kívánt szállítási móddal szállítanák őket.
És mint sejteni lehet, minél magasabb osztályú, annál drágább a NYÁK. Általánosságban elmondható, hogy az osztályok közötti különbség szigorúbb tűrések és ellenőrzések megkövetelésével érhető el, amelyek megbízhatóbb terméket eredményeznek.
A megadott osztálytól függetlenül a lyukméretet csapmérőkkel ellenőrzik, a forrasztómaszk és a jelmagyarázat vizuálisan megvizsgálja az általános megjelenést, a forrasztómaszk ellenőrzi, hogy van-e valamilyen ütközés a betéteken, valamint a felület minősége és fedettsége befejezést vizsgálják.
Az IPC ellenőrzési irányelvei és azok kapcsolata a NYÁK tervezésével nagyon fontos, hogy a NYÁK tervezői megismerjék őket, a rendelési és gyártási folyamat is létfontosságú.
Nem minden nyomtatott áramköri lapot hoznak létre egyenlően, és ezen irányelvek megértése segít abban, hogy a gyártott termék megfeleljen az esztétika és a teljesítmény elvárásainak.
Ha te MINDEN SEGÍTSÉG SZÜKSÉGES val vel NYÁK tervezés vagy kérdései vannak a PCB gyártási lépések, kérjük, ne habozzon ossza meg az FMUSER-rel, MINDIG HALLGATUNK!

A megosztás törődés!
▲ HÁT ▲
